給袋式包裝機技術起源于日本,,是為了提高機械化水平、降低勞動力而推向市場的一款設備,;隨著招工難,、用工難現(xiàn)象的不斷增加,,2002年我國借鑒日本技術,不斷研發(fā)創(chuàng)新并加以改進,,研發(fā)出適合我國工人使用的改款設備,。
給袋式包裝機的上袋方式有上取袋、下取袋,、平取袋、側取袋和雙上袋5種,,下面就給大家介紹一下這5種上料方式的優(yōu)缺點吧,!
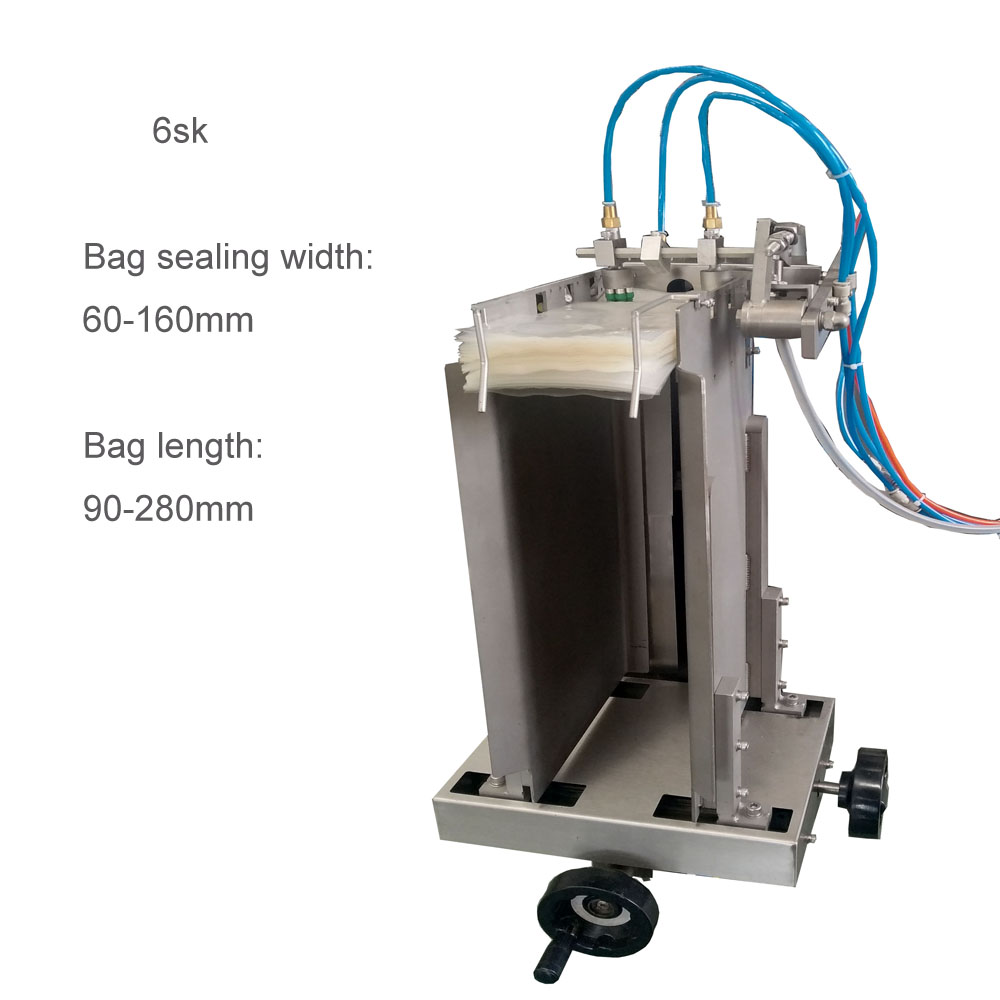
1、上取袋:袋子在托盒里面,,并且在取袋部位的下方,,通過運動將袋子置于取袋部位,采用上取袋的方法取出袋子,;托盒上袋的優(yōu)勢為一次可放2000個以上的袋子,,能夠滿足設備1-2小時的產量,并且通用性強,,袋子只要是能夠整理整齊的平面袋就可以進行包裝,,不受袋子厚度影響;其缺點也可以說是人性化的設計就是加袋子時,,需要停機30S才可以繼續(xù)工作,,在停機的這個時間段,工人正好可以解決個人問題,,檢查袋子的封口效果是否滿意,,以便對設備及時做出調整。
這是用途廣泛,,非常實用的一種給袋方式,。
2、下取袋:袋子上取袋部位的上面,,通過吸盤把袋子吸下來,,達到取袋部位,繼續(xù)下面的工作,;其優(yōu)勢為一次加幾百個袋子,,不停機連續(xù)加袋子,;處于連續(xù)工作狀態(tài);其缺點為對袋子的厚薄度有要求,,既不能太厚也不能太薄,,太厚的袋子,吸盤吸起來費勁,,會降低產品的產能,;太薄的袋子,吸盤吸袋時會出現(xiàn)多包現(xiàn)象,,造成浪費,,并且在工作過程中,需要一個工人在設備旁邊隨著準備加袋子,,增加工人的工作量,。這種給袋方式,在南方給袋式真空包裝機中常被采用,。
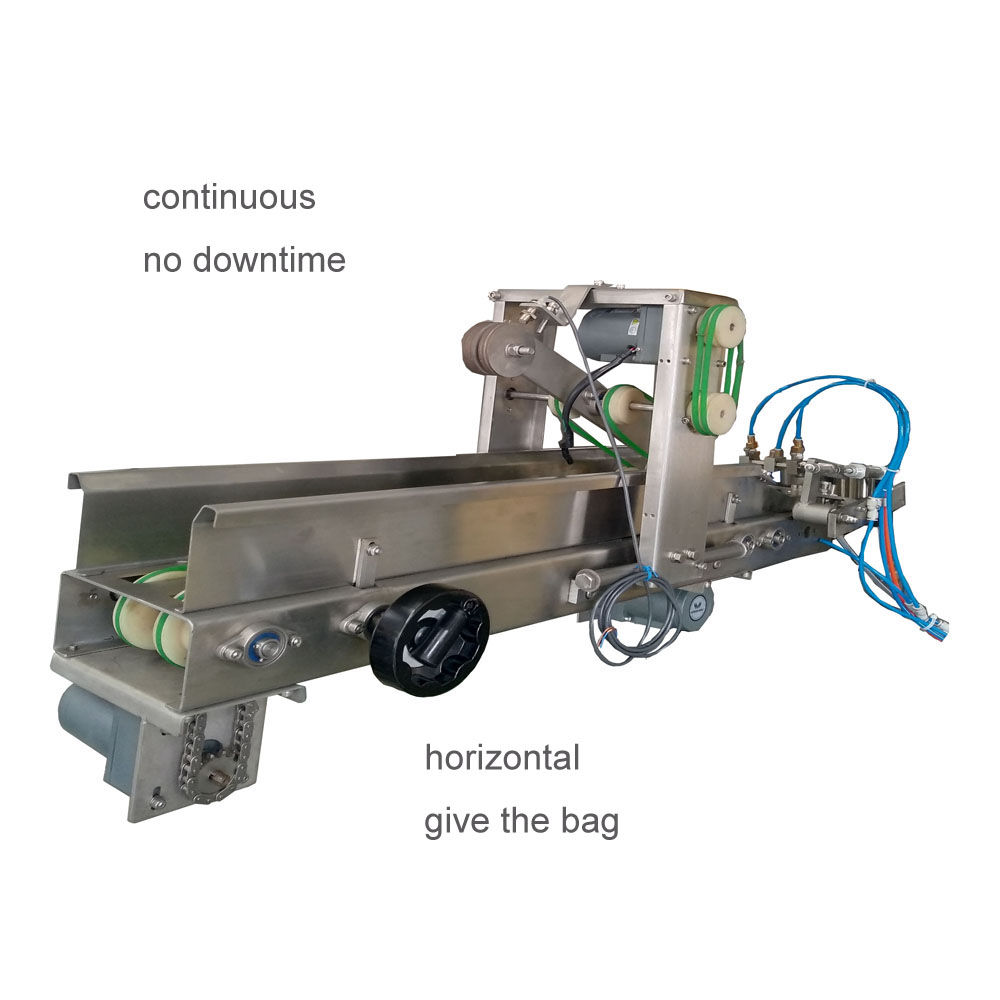
3,、平取袋:袋子水平斜放在輸送帶上,根據(jù)輸送帶的長度可放幾萬個包裝袋,,當輸送帶運送到探測點時,,利用吸盤將袋子吸出上袋;該種上料方式的優(yōu)勢為可連續(xù)上袋,,不停機連續(xù)運動,,一次放的袋子較多幾萬個,穩(wěn)定性強,;但是上料設備的成本較高,,控制方式復雜,調試難度大,,對于工人而言操作復雜,,性價比相對低,且需包裝厚袋子如鋁箔平面袋,,軟袋子易卷邊,。這也是一種比較實用的給袋方式。
4,、側取袋:側吸上袋的方式在直立包裝機上較為常見,,袋子立著放,下表面為斜面,,后表面有重力車,,通過重力車推動袋子下滑,吸盤側吸,,袋子呈立著狀態(tài),,可縮短袋子和袋夾的距離,,速度快。
5,、雙上袋:雙托盒上袋的工作方式同1 (托盒上袋)的方式原理相同,,只是由2個托盒交替工作,工作過程無需停機,,但是結構復雜,,設備成本較高,通用性和性價比相對差一些,。
以上分享的內容就是有關于給袋式包裝機的5種常用的上袋方式,,常見的也就是前3種,隨著科技的不斷進步,,食品工業(yè)會不斷研發(fā),、更新,將幾種上袋方式的優(yōu)點相結合,,研發(fā)出通用性強,,性價比高的上袋方式來更好的 為企業(yè)創(chuàng)造價值。
{kind=link}